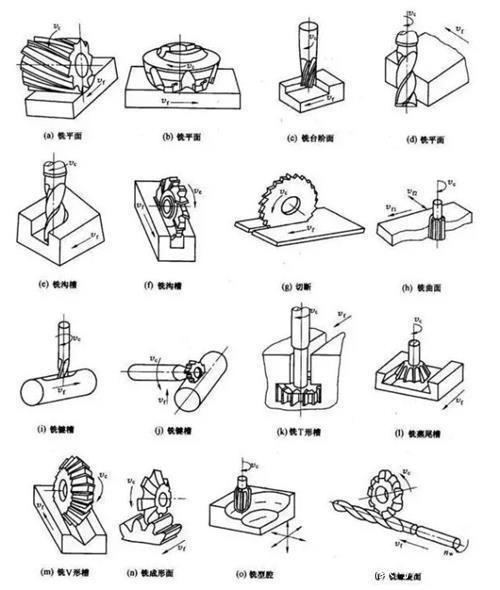
铣刀是具有一个或多个用于铣削的齿的旋转刀具(一种加工方法,其中铣刀用作加工物体表面的工具)。在操作期间,每个齿顺序地切断剩余的工件量。铣刀主要用于加工铣床上的平面,台阶,凹槽,成形表面和切削工件。
加工铣刀时应遵循的原则是什么?你知道其中的一些吗?
选择铣刀时,请注意刀体和刀架:
铣刀用于CNC加工中心或普通铣床,在CNC加工中心使用,应由整体硬质合金制成。对于普通铣床,可以使用白钢。
白钢铣刀比硬质合金铣刀更柔软。高速钢刀价格便宜,韧性好,但强度不高,制刀容易,耐磨性和热硬度相对较差。高速钢铣刀的热硬度约为600度,硬度约为65HRC。显然在用白钢铣削时使用。当它更硬时,如果冷却剂不到位,很容易烧坏刀。这是耐热性低的原因之一。
硬质合金铣刀具有良好的耐热性和耐磨性,但抗冲击性差。如果你只是掉落刀片,硬质合金将由粉末冶金制成。硬度可达90HRA。可以使用热量。高达900-1000度。因此,白钢适用于普通铣床,合金铣刀用于CNC加工中心。
01铣刀直径选择
- 铣刀直径的选择根据产品和生产批次而有很大差异。刀具直径的选择主要取决于设备的规格和工件的加工尺寸。
- 1.面铣刀。在选择端面铣刀的直径时,主要需要考虑刀具所需的功率应在机床的功率范围内,或者机床主轴的直径可以作为选择的基础。面铣刀的直径可以选择为D = 1.5d(d是主轴的直径)。在批量生产中,刀具直径也可以选择工件切削宽度的1.6倍。
- 2.立铣刀。端铣刀直径的选择应主要考虑工件加工尺寸的要求,并确保刀具所需的功率在机床的额定功率范围内。如果是小直径立铣刀,则应考虑机床的最大转数是否能达到刀具的最小切削速度(60m / min)。
- 3槽铣刀。槽铣刀的直径和宽度应根据待加工工件的尺寸选择,切削功率应在机床允许的功率范围内。
02铣刀选择
对于精加工,最好使用磨削刀片。刀片具有良好的尺寸精度,因此铣削时切削刃的定位精度高,可以获得良好的加工精度和表面粗糙度。此外,用于精加工的磨削刀片的发展趋势是磨削切屑槽以形成大的正前倾切削刃,允许刀片以小进给和小切削深度切削。
对于没有尖锐前角的硬质合金刀片,当使用小进给和小切削深度时,刀尖会磨损工件并且刀具寿命很短。在某些加工应用中使用压力刀是合适的,有时需要铣刀。优选使用压制刀片进行粗加工,这可以降低加工成本。压制刀片的尺寸精度和清晰度比地面刀片的尺寸精度和清晰度差,但是压制刀片的刀片强度更好,粗加工时的抗冲击性能够承受更大的切割深度和进给深度。压制刀片有时在前刀面上具有切屑槽以减小切削力,同时减少与工件和切屑的摩擦,并降低动力需求。
然而,压制刀片的表面不像研磨刀片那样紧密,并且尺寸精度差,并且铣刀主体上的切削刃的高度差别很大。由于压榨刀片便宜,因此广泛用于生产中。磨削的大前角插入件可用于铣削粘性材料,例如不锈钢。通过锋利边缘的剪切作用,刀片和工件材料之间的摩擦减小,并且可以更快地从刀片的前部移除切屑。
作为另一种组合,压榨刀片可以安装在大多数铣刀的刀片支架中,并且可以设置磨削刮刀。刮刀去除粗加工刀痕并提供比单独的压刀更好的表面粗糙度。此外,切割刀片的应用减少了周期时间和成本。刮擦技术是一种先进的工艺,广泛应用于车削,切槽和钻孔。
03铣刀体选择
进口铣刀的价格相对昂贵。直径100mm的端面铣刀的价格可能超过600美元,因此应仔细选择以满足特定的加工需求。
首先,在选择铣刀时,请考虑其齿数。例如,直径为100毫米的粗齿铣刀只有6个齿,而直径为100毫米的细齿铣刀有8个齿。螺距的大小将决定铣削时铣削所涉及的齿数,影响切削的平滑度和机床的切削速度要求。每个铣刀制造商都有自己的粗,粗面铣刀系列。粗齿铣刀主要用于粗加工,因为它们具有大的切屑袋。如果芯片袋不够大,将导致线圈困难或芯片与工件之间的摩擦,并且工件将加剧。在相同的进给速率下,粗齿铣刀每齿的切削负荷大于密齿铣刀。精加工铣削时切削深度一般,一般为0.25-0.64mm,每齿切削负荷小(约0.05-0.15mm),所需功率不大,可以选择细齿铣刀,可以选择更大的进给率。由于精铣削中的金属去除率总是有限的,因此细齿铣刀具有较小的切屑袋是没有问题的。
对于具有大锥度和良好刚性的主轴,也可以使用细齿铣刀进行粗铣。由于细齿铣刀同时有更多齿与切削相关,因此在使用大切削深度(1.27 - 5 mm)时,必须注意机床功率和刚度是否足够,以及是否铣刀芯片袋足够大。需要测试和验证芯片移除情况。如果切屑去除有问题,应及时调整切削量。在重型粗加工过程中,过度的切削力会导致刚性较小的机床产生振动。这种抖动会导致硬质合金刀片的碎裂,从而缩短刀具寿命。粗齿铣刀的使用减少了对机器动力的需求。因此,当主轴孔尺寸较小时(例如R-8,30#,40#锥孔),粗加工刀具可用于有效铣削。
04用于左或右旋转刀具的铣刀
如果容易区分,立铣刀可以分为左手和右手两种。很多人现在都没有左撇子和右撇子的概念。
铣刀知识1:工件的进给方向和铣刀的旋转方向都是向下切割和向上切割。右手铣刀:首先,确定刀具是左手还是右手。在垂直铣刀的情况下,如果切削刃从左下方升高到右上方,则这是右旋转;如果切削刃从右下方升高到左上角,则这是左旋转。右手也可以用右手规则,弯曲的四个手指是旋转方向,凸起的拇指是右手用于上升方向。螺旋边缘凹槽用作切屑,也是构成铣刀前角和前端的部分。
铣刀知识2:左侧铣刀:通常,在高精度加工的要求下选择刀具。左手铣刀通常用于处理手机按键,薄膜开关面板,液晶面板,丙烯酸透镜等。但是,有一些要求很高,尤其是一些手机按键或电气面板制造和加工,精度要求高,要求高。有必要选择下排并向左转,从而避免刀刃变白和加工。切割边缘的现象。在整个制造业中,用于加工的工具通常是右手工具。对于铣刀,刀片的凹槽确定了在铣削期间切削切屑的方向。如果建议将左手工具用于精密零件,则必须精确加工左手刀具以获得一定的优势。铣刀是一种具有一个或多个刀片的扭曲工具,该刀片用于铣削(在刀具工件的示意性加工系统中)。此时,各刀刃依次间歇地切割工件的余量。铣刀主要用于加工铣床上的平面、台阶、凹槽、成型概况和工件等。




 |
|

 CNC机加工
CNC机加工 3D打印
3D打印 手板复模
手板复模 钣金加工
钣金加工 注塑
注塑