因为不锈钢的熔点高于铝合金,这使得它在焊接过程中具有更高的稳定性,铝合金在焊接过程中容易因为低熔点而被烧穿的风险。另外,铝合金在空气中还很容易在表面形成一层氧化铝膜,氧化铝膜的熔点远高于铝本身,焊接起来更困难。
金属材料的焊接性是指金属材料在采用一定的焊接工艺包括焊接方法、焊接材料、焊接规范及焊接结构形式等条件下,获得优良焊接接头的能力。一种金属,如果能用较多普通又简便的焊接工艺获得优良的焊接接头,则认为这种金属具有良好的焊接性能金属材料焊接性一般分为工艺焊接性和使用焊接性两个方面。
其实,金属材料的焊接性能是由多个因素决定的,如材料、工艺、结构等,包括选择的焊接工艺和焊接条件都有影响。
1. 材料因素
材料包括母材和焊接材料。在相同的焊接条件下,决定母材焊接性的主要因素是它本身的物理性能和化学组成。
如金属的熔点、热导率、线膨胀系数、密度、热容量等因素,都对热循环、熔化、结晶、相变等过程产生影响,从而影响焊接性。不锈钢等热导率低的材料,焊接时温度梯度大,残余应力高,变形大,。而且由于高温停留时间长,热影响区晶粒长大,对接头性能不利。奥氏体不锈钢线膨胀系数大、接头的变形和应力较为严重。
其中影响最大的是碳元素,也就是说金属含碳量的多少决定了它的可焊性。钢中的其他合金元素大部分也不利于焊接,但其影响程度一般都比碳小得多。钢中含碳量增加,淬硬倾向就增大,塑性则下降,容易产生焊接裂纹。
通常,把金属材料在焊接时产生裂纹的敏感性及焊接接头区力学性能的变化作为评价材料可焊性的主要指标。所以含碳量越高,可焊性越差。含碳量小于0.25%的低碳钢和低合金钢,塑性和冲击韧性优良,焊后的焊接接头塑性和冲击韧性也很好。焊接时不需要预热和焊后热处理,焊接过程容易控制,因此具有良好的焊接性。
此外,钢材的冶炼轧制状态、热处理状态、组织状态等,在不同程度上都对焊接性发生影响。通过精炼提纯或细化晶粒和控轧工艺等手段,来改善钢材的焊接性。
焊接材料直接参与焊接过程一系列化学冶金反应,决定着焊缝金属的成分、组织、性能及缺陷的形成。如果选择焊接材料不当,与母材不匹配,不仅不能获得满足使用要求的接头,还会引进裂纹等缺陷的产生和组织性能的变化。因此,正确选用焊接材料是保证获得优质焊接接头的重要因素。
2. 工艺因素
工艺因素包括焊接方法、焊接工艺参数、焊接顺序、预热、后热及焊后热处理等。焊接方法对焊接性影响很大,主要表现在热源特性和保护条件两个方面。
不同的焊接方法其热源在功率、能量密度、最高加热温度等方面有很大差别。金属在不同热源下焊接,将显示出不同的焊接性能。
如电渣焊功率很大,但能量密度很低,最高加热温度也不高,焊接时加热缓慢,高温停留时间长,使得热影响区晶粒粗大,冲击韧性显著降低,必须经正火处理才能改善。与此相反,电子束焊、激光焊等方法,功率不大,但能量密度很高,加热迅速。高温停留时间短,热影响区很窄,没有晶粒长大的危险。
调整焊接工艺参数,采取预热、后热、多层焊和控制层间温度等其它工艺措施,可以调节和控制焊接热循环,从而可改变金属的焊接性。如采取焊前预热或焊后热处理等措施,则完全可能获得没有裂纹缺陷,满足使用性能要求的焊接接头。
3. 结构因素
主要是指焊接结构和焊接接头的设计形式,如结构形状、尺寸、厚度、接头坡口形式、焊缝布置及其截面形状等因素对焊接性的影响。其影响主要表现在热的传递和力的状态方面。
不同板厚、不同接头形式或坡口形状其传热速度方向和传热速度不一样,从而对熔池结晶方向和晶粒成长发生影响。结构的开关、板厚和焊缝的布置等,决定接头的刚度和拘束度,对接头的应力状态产生影响。
不良的结晶形态,严重的应力集中和过大的焊接应力等是形成焊接裂纹的基本条件。设计中减少接头的刚度、减少交叉焊缝,减少造成应力集中的各种因素,都是改善焊接性的重要措施。
4. 使用条件
使用条件是指焊接结构服役期间的工作温度、负载条件和工作介质等。这些工作环境和运行条件要求焊接结构具有相应的使用性能。如在低温工作的焊接结构,必须具备抗脆性断裂性能;在高温工作的结构要具有抗蠕变性能;在交变载荷下工作的结构具有良好的抗疲劳;在酸、碱或盐类介质工作的焊接容器应具有高的耐蚀性能等等。总之,使用条件越苛刻,对焊接接头的质量要求就越高,材料的焊接性就越不容易保证。
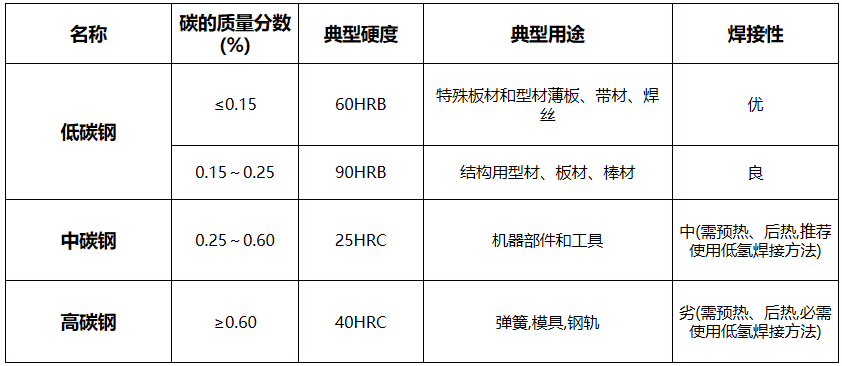
钢材的焊接性能主要取决于含碳量,随着含碳量的增加,焊接性逐渐变差,其中,低碳钢的焊接性最好,具体可看下图:
因为不锈钢的熔点高于铝合金,这使得它在焊接过程中具有更高的稳定性,铝合金在焊接过程中容易因为低熔点而被烧穿的风险。另外,铝合金在空气中还很容易在表面形成一层氧化铝膜,氧化铝膜的熔点远高于铝本身,焊接起来更困难。
金属材料的焊接性是指金属材料在采用一定的焊接工艺包括焊接方法、焊接材料、焊接规范及焊接结构形式等条件下,获得优良焊接接头的能力。一种金属,如果能用较多普通又简便的焊接工艺获得优良的焊接接头,则认为这种金属具有良好的焊接性能金属材料焊接性一般分为工艺焊接性和使用焊接性两个方面。
其实,金属材料的焊接性能是由多个因素决定的,如材料、工艺、结构等,包括选择的焊接工艺和焊接条件都有影响。
1. 材料因素
材料包括母材和焊接材料。在相同的焊接条件下,决定母材焊接性的主要因素是它本身的物理性能和化学组成。
如金属的熔点、热导率、线膨胀系数、密度、热容量等因素,都对热循环、熔化、结晶、相变等过程产生影响,从而影响焊接性。不锈钢等热导率低的材料,焊接时温度梯度大,残余应力高,变形大,。而且由于高温停留时间长,热影响区晶粒长大,对接头性能不利。奥氏体不锈钢线膨胀系数大、接头的变形和应力较为严重。
其中影响最大的是碳元素,也就是说金属含碳量的多少决定了它的可焊性。钢中的其他合金元素大部分也不利于焊接,但其影响程度一般都比碳小得多。钢中含碳量增加,淬硬倾向就增大,塑性则下降,容易产生焊接裂纹。
通常,把金属材料在焊接时产生裂纹的敏感性及焊接接头区力学性能的变化作为评价材料可焊性的主要指标。所以含碳量越高,可焊性越差。含碳量小于0.25%的低碳钢和低合金钢,塑性和冲击韧性优良,焊后的焊接接头塑性和冲击韧性也很好。焊接时不需要预热和焊后热处理,焊接过程容易控制,因此具有良好的焊接性。
此外,钢材的冶炼轧制状态、热处理状态、组织状态等,在不同程度上都对焊接性发生影响。通过精炼提纯或细化晶粒和控轧工艺等手段,来改善钢材的焊接性。
焊接材料直接参与焊接过程一系列化学冶金反应,决定着焊缝金属的成分、组织、性能及缺陷的形成。如果选择焊接材料不当,与母材不匹配,不仅不能获得满足使用要求的接头,还会引进裂纹等缺陷的产生和组织性能的变化。因此,正确选用焊接材料是保证获得优质焊接接头的重要因素。
2. 工艺因素
工艺因素包括焊接方法、焊接工艺参数、焊接顺序、预热、后热及焊后热处理等。焊接方法对焊接性影响很大,主要表现在热源特性和保护条件两个方面。
不同的焊接方法其热源在功率、能量密度、最高加热温度等方面有很大差别。金属在不同热源下焊接,将显示出不同的焊接性能。
如电渣焊功率很大,但能量密度很低,最高加热温度也不高,焊接时加热缓慢,高温停留时间长,使得热影响区晶粒粗大,冲击韧性显著降低,必须经正火处理才能改善。与此相反,电子束焊、激光焊等方法,功率不大,但能量密度很高,加热迅速。高温停留时间短,热影响区很窄,没有晶粒长大的危险。
调整焊接工艺参数,采取预热、后热、多层焊和控制层间温度等其它工艺措施,可以调节和控制焊接热循环,从而可改变金属的焊接性。如采取焊前预热或焊后热处理等措施,则完全可能获得没有裂纹缺陷,满足使用性能要求的焊接接头。
3. 结构因素
主要是指焊接结构和焊接接头的设计形式,如结构形状、尺寸、厚度、接头坡口形式、焊缝布置及其截面形状等因素对焊接性的影响。其影响主要表现在热的传递和力的状态方面。
不同板厚、不同接头形式或坡口形状其传热速度方向和传热速度不一样,从而对熔池结晶方向和晶粒成长发生影响。结构的开关、板厚和焊缝的布置等,决定接头的刚度和拘束度,对接头的应力状态产生影响。
不良的结晶形态,严重的应力集中和过大的焊接应力等是形成焊接裂纹的基本条件。设计中减少接头的刚度、减少交叉焊缝,减少造成应力集中的各种因素,都是改善焊接性的重要措施。
4. 使用条件
使用条件是指焊接结构服役期间的工作温度、负载条件和工作介质等。这些工作环境和运行条件要求焊接结构具有相应的使用性能。如在低温工作的焊接结构,必须具备抗脆性断裂性能;在高温工作的结构要具有抗蠕变性能;在交变载荷下工作的结构具有良好的抗疲劳;在酸、碱或盐类介质工作的焊接容器应具有高的耐蚀性能等等。总之,使用条件越苛刻,对焊接接头的质量要求就越高,材料的焊接性就越不容易保证。
钢材的焊接性能主要取决于含碳量,随着含碳量的增加,焊接性逐渐变差,其中,低碳钢的焊接性最好,具体可看下图:
速加一站式机械零部件云制造平台,入选国家级服务型制造示范平台,已连接1000+优质工厂,为全球30+国家与地区的40000+硬件制造客户提供零件快速打样、小批量试产、大规模量产于一体的非标零件加工服务,涵盖机加工、3D打印、手板复模、钣金加工、注塑。点击“立即报价”即可一键上传图纸,5秒获取报价。




 |
|

 CNC机加工
CNC机加工 3D打印
3D打印 手板复模
手板复模 钣金加工
钣金加工 注塑
注塑